Михаил Нижник , генеральный директор, ООО «Группа МЕТТАТРОН»
Автор обобщает сведения о свойствах и поведении паст при пайке, опираясь на обширный опыт работы с паяльными пастами фирмы «KOKI» . Статья будет интересна технологу, работающему на линии поверхностного монтажа.
ВИДЫ ПАЯЛЬНЫХ ПАСТ
Пасты классифицируются по типу флюсов (см. рис. 1).
"Водорастворимую" паяльную пасту (остатки флюса после пайки растворяются водой), требующую обязательной отмывки из-за содержания активного флюса (см. таблицу 1), отмывают последовательно обычной, дистиллированной и деионизированной водой, причем на каждом этапе применяют струйную отмывку или ультразвук. Для "водорастворимых" паст, не требующих обязательной отмывки, процесс ограничивается дистиллированной водой.
Рис. 1. Классификация паяльных паст
| Активность флюса (% содержание галогенов) | Канифольные Rosin (RO) | Синтетические Resin (RE) | Органические Organic (OR) | Необходимость отмывки |
|---|---|---|---|---|
| Низкая (0%) | ROL0 | REL0 | ORL0 | Нет |
| Низкая (<0,5%) | ROL1 | REL1 | ORL1 | Нет |
| Средняя (0%) | ROM0 | REM0 | ORM0 | Рекомендуется |
| Средняя (0,5 – 2,0%) | ROM1 | REM1 | ORM1 | Рекомендуется |
| Высокая (0%) | ROH0 | REH0 | ORH0 | Обязательно |
| Высокая (>2,0%) | Обязательно |
С пастами, требующими отмывки специальными жидкостями, ситуация иная. Вне зависимости от наличия в составе галогенов, такие пасты основаны на канифольных флюсах, поэтому для их отмывки после пайки рекомендуется применять растворитель типа HCFC и омыляющий реагент. Потом отмывочные жидкости, в свою очередь, отмываются дистиллированной, а затем деионизированной водой.
Вместе с тем, многие паяльные пасты, не содержащие галогенов, отмываются трудно и оставляют на поверхности плат белесый остаток флюса. При этом стойкость к осадке считается важнее отмываемости.
Большинство паяльных паст, не требующих отмывки, освобождают производство от этого технологического процесса. Флюсы таких паст защищают паяное соединение от коррозии подобно лаку. Сосредоточимся на пастах, не требующих отмывки: они наиболее технологичны.

Рис. 2. Состав паяльных паст
Часто говорят: безотмывочные пасты не должны содержать галогенов. Надо четко уяснить, что если в документации на пасту указано «Требует отмывки», то мыть надо обязательно, а если такой маркировки нет, то вопрос решается исходя из дополнительных требований к изделию: внешний вид, нанесение лака.
В Японии, например, галогенсодержащие пасты (0,2%) в процессах без отмывки после пайки гораздо популярнее безгалогенных. Галогенсодержащие паяльные пасты сравнительно более технологичны, например, по паяемости, но часто уступают безгалогенным пастам по надежности, что проявляется в снижении сопротивления изоляции готового монтажа. Это объясняется более высокой химической активностью остатков флюса. Таким образом, паяемость и надежность, в большинстве случаев, - взаимоисключающие факторы.
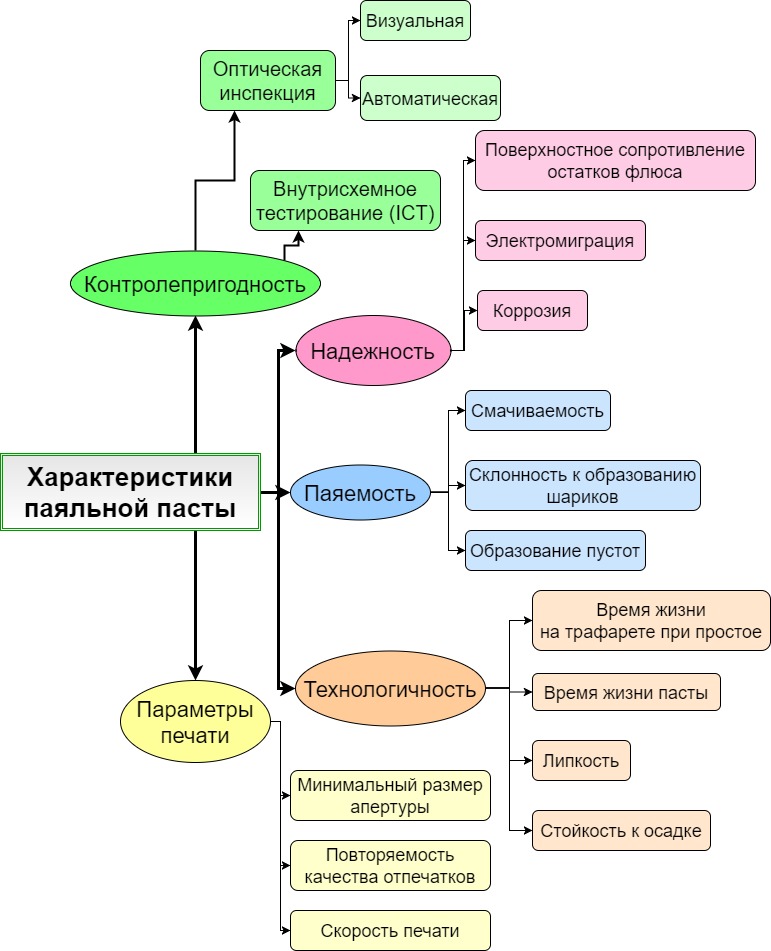
Рис. 3. Основные характеристики, учитываемые при разработке или выборе паяльных паст
В идеале, для пайки без отмывки нужна паста без галогенов, но с паяемостью, как у галогенсодержащей пасты.
Трудность заключается в повышении химической активности безгалогенных безотмывочных паст. В большинстве таких паст в качестве активатора вместо галогенсодержащих соединений используются органические кислоты, причем чем меньше молекулярный вес кислоты, тем больше способность активации. Поскольку активирующее действие органических кислот гораздо слабее, чем у галогенсодержащих компонентов, стараются ввести в систему флюса пару десятков относительно активных органических кислот.
Вместе с тем такие высокоактивные органические кислоты поглощают влагу. Это чревато: оставшаяся в остатках флюса на поверхности подложки кислота при взаимодействии с водой ионизируется, что уменьшает поверхностное сопротивление изоляции и ведет к электромиграции.
В системах активации в паяльных пастах (здесь автор опирается на технические данные по пастам фирмы «KOKI») используются менее гигроскопичные органические кислоты и специально разработанный безионный активатор. Эта специальная система не диссоциирует на ионы, ее электрические свойства стабильны, а активирующая способность не уступает галогенам. Благодаря высокой температуре активации, безионный активатор в сочетании с тщательно подобранными органическими кислотами делает активацию на стадии оплавления более длительной. В результате паяемость улучшается не в ущерб надежности.
Вот примеры популярных типов паст:
- паяльная паста для высокоскоростной печати;
- паяльная паста с высокой смачивающей способностью;
- паяльная паста для автоматического внутрисхемного тестирования;
- универсальная паста с чрезвычайно длительным временем жизни на трафарете.
| Стадии жизненного цикла пасты | Контролируемые характеристики |
|---|---|
| Хранение | Неизменность вязкости и паяемости |
| Нанесение пасты | Тонкая печать с шагом 0,5 мм и сверхтонкая - с шагом 0,4 мм. Время жизни после нанесения. Растекаемость пасты. Отделяемость от стенок апертур трафарета. Скорость печати (нормальная - до 100 мм/с, скоростная - 200 мм/с и более). Тиксотропный индекс (изменение вязкости в процессе оплавления). Полнота заполнения апертур. Размазываемость пасты по трафарету (паста должна образовывать плотный валик перед ракелем). |
| Монтаж компонентов | Клейкость. Стойкость пасты к осадке (растеканию). |
| Оплавление | Образование перемычек (короткие замыкания). Наличие частиц припоя в остатках флюса. Выворачивание и отрыв компонентов (tombstoning). Смачиваемость (образование галтели припоя). |
| Контроль качества | Остатки флюса должны обеспечивать бесперебойную работу АОИ - автоматической оптической инспекции. Для паяльных паст, предназначенных для последующего ICT-контроля, остатки флюса должны быть пластичными и оставаться на зондах. |
| Качество отмывки | При необходимости отмывки от остатков флюса она должна быть полной, без белого налета. |
СОСТАВ ПАЯЛЬНЫХ ПАСТ
Паяльные пасты состоят из припоя и флюса (см. рис. 2). При выборе комплекса припой + флюс для паяльной пасты учитывают характеристики, приведенные на рис. 3.
Порошок припоя
Для производства порошка припоя используют методы газового и центробежного распыления. Особенности метода газового распыления:
Получение частиц малого размера;
Легкость управления процессом образования окисной пленки на поверхности частиц;
Низкий уровень окисления частиц припоя.
Полученные частицы порошка припоя имеют размеры 1–100 мкм. На распределение размеров частиц припоя и их диаметр влияет скорость подачи припоя, скорость вращения шпинделя и содержание кислорода.

Рис. 4. Получение порошка припоя газовым распылением
Порошок получают в емкости высотой около 5 м и диаметром 3 м, которая заполнена азотом и кислородом очень малой плотности (см. рис. 4). Слитки припоя плавят в тигле, расположенном в верхней части резервуара. Расплавленный припой капает вниз на шпиндель, вращающийся с большой скоростью. Когда капли припоя попадают на шпиндель, происходит разбрызгивание припоя в направлении стенок резервуара, при этом припой приобретает сферическую форму и затвердевает до того, как эти частицы достигнут стенки резервуара.

Рис. 5. Степень окисления частиц припоя в зависимости от их размера
Затем порошковый припой попадает на сортировочное сито, где лучше всего использовать метод двойной сортировки порошка припоя. На первой стадии порошок сортируют струей азота от воздуходувки. При этом отсеиваются частицы с размерами меньше нужного. Затем порошок идет на сито, где задерживаются частицы с размерами, превышающими заданные величины.
Паяльные пасты с размером частиц 20–38 мкм применяются при монтаже печатных плат с шагом апертур трафарета до 0,4 мм, а с размером 20–50 мкм - для шага от 0,5 мм.
На качество порошков влияют два фактора.
Распределение размера частиц влияет на реологию паяльных паст, печать, растекаемость, характер отделения от трафарета и показатели осадки паст. Минимальный размер апертур трафарета зависит от минимального размера контактных площадок на печатной плате, при этом максимальный размер апертуры меньше или равен размеру контактной площадки. Нужный размер частиц подбирайте из расчета, что в самую маленькую апертуру трафарета должно гарантированно уместиться не менее 5 частиц припоя, как показано на рис. 12.
Флюс
Второй компонент паяльной пасты - это флюс. Роль флюса в паяльных пастах та же, что и при пайке «волной припоя», или селективной пайке. Флюс должен:
Удалить оксидную пленку и предотвратить повторное окисление в процессе пайки. Металлические поверхности в условиях высоких температур при оплавлении быстро окисляются. Твердые компоненты флюса при этих температурах размягчаются и переходят в жидкое состояние, покрывая и защищая спаиваемые поверхности от повторного окисления. Флюс восстанавливает металл и удаляет оксидную пленку с поверхности контактов электронных компонентов, финишного покрытия печатной платы и поверхности порошка припоя;
Удалить загрязнения. Впрочем, флюс не справится с большим количеством пото-жировых отпечатков, поэтому лучше плату брать в руки в перчатках;
Обеспечить стабильность вязкости пасты, требующуюся при печати и оплавлении.
Основные флюсующие компоненты и их роль указаны в таблице 3.
| Группа | Вещества | На что влияют | Пояснение |
|---|---|---|---|
| Активаторы | Аминхлоргидрат. Органические кислоты и т.д. | Активирующая способность (паяемость). Надежность (поверхностное сопротивление остатков флюса, уровень электромиграции и коррозии). Срок хранения. | Именно эти компоненты в основном обеспечивают эффективное удаление окислов. Активаторы не только размягчают и переводят в жидкую форму древесные смолы, они также смачивают поверхность металла и реагируют с окислами. |
| Канифоли | Древесная канифоль. Гидрированная канифоль. Диспропорционированная канифоль. Полимеризующаяся канифоль. Канифоль, денатурированная фенолом. Канифоль, денатурированная эфиром. | Печать. Паяемость. Стойкость к осадке. Клейкость. Цвет остатков флюса. Контролепригодность. | Эти виды канифоли размягчаются на стадии предварительного нагрева (температура размягчения 80–130°С) и растекаются по поверхности частиц припоя и по подложке. Фирма «KOKI» обычно использует натуральные древесные канифоли. В зависимости от вида обработки они имеют различный цвет (чаще всего желтый или желто-оранжевый), активирующую способность и температуру размягчения. Для управления технологическими свойствами (осадкостойкостью, клейкостью и т. д.), а также свойствами остатка (его цветом, пластичностью, способностью обеспечивать тестируемость схемы) обычно в состав флюса входит не менее 2–3 различных видов канифоли. |
| Тиксотропные материалы | Пчелиный воск. Гидрированное касторовое масло. Алифатические амиды. | Четкость печати. Вязкость. Тиксотропность. Стойкость к осадке. Запах. Отмываемость. | Эти компоненты позволяют обеспечить стойкость пасты к напряжениям сдвига, возникающим в процессе печати и установки компонентов на плату, и восстанавливают вязкость пасты после нанесения ее на подложку. Дополнительные компоненты обеспечивают легкое отделение пасты от трафарета, что улучшает качество печати. |
Рассмотрим теперь факторы, влияющие на качество печати.

Рис. 6. Факторы, влияющие на качество печати
ПРИНТЕРЫ
Электронная промышленность развивается, и плотность монтажа компонентов на печатной плате растет, а размер компонентов уменьшается. Из-за этого требования к характеристикам и качеству паяльных паст ужесточаются.
Критичный фактор при монтаже печатных плат с высокой плотностью монтажа компонентов - выбор оборудования и параметров печати, а также качество и характеристики паяльных паст. Это означает, что даже если подобрана потенциально очень хорошая паяльная паста, результат может оказаться удручающим только из-за неправильной установки рабочих параметров принтера или неудачного подбора ракеля и способа изготовления трафарета.
Факторы, определяющие качество печати, перечислены на рисунке 6. Рассмотрим их подробнее.
Трафареты
Способы изготовления трафаретов (см. рис. 7):
Химическое травление;
Лазерная резка;
Гальванопластика.
Прежде использовались трафареты, полученные химическим травлением, в силу их относительной дешевизны. Однако форма апертур таких трафаретов не позволяет получать качественную печать при размере апертур менее 0,5 мм.
Трафареты, изготовленные лазерной резкой, имеют меньший размер апертур, но на стенках апертур остается окал, получившийся в результате плавления металла. Без дополнительной обработки такие трафареты невозможно использовать для апертур шириной менее 0,4 мм или под корпуса BGA c диаметрами площадок 0,25–0,3 мм. Эта проблема легко решается путем электрополировки трафаретов, которая убирает шероховатость со стенок апертур, что позволяет использовать такие трафареты при размере апертур до 0,2 мм.
Третий метод - гальванопластика - дает трафареты с размером апертур до 0,1 мм. Используется крайне редко, потому что такой размер апертур практически не используется, а стоимость производства высока.
Толщина трафарета определяется минимальными размерами и шагом между апертурами. Чем тоньше трафарет, тем лучше результаты при печати, поскольку тонкие трафареты вызывают меньшее напряжение сдвига в пасте при отделении от подложки (см. рис. 8).


Рис. 8. Чем тоньше шаблон, тем меньше сдвигается паста при отделении от подложки
Желательно, чтобы размер апертуры был несколько меньше площадки на печатной плате, чтобы скомпенсировать растяжение трафарета, допуски на совмещение и осадку паяльной пасты. Пример апертуры под контактную площадку вывода корпуса QFP (шаг 0,5 мм) приводится на рисунке 9.


Рис. 11. В отверстиях со скругленными углами адгезия между пастой и стенками отверстий меньше

Рис. 12. В самое маленькое отверстие трафарета должны вписываться от 4 до 5 самых больших шариков припоя
Геометрическая форма апертур сильно влияет на число дефектов пайки. Поэтому к изготовлению трафаретов нужно подходит очень ответственно, как на этапе конструирования, так и на этапе изготовления.
Правила расчета размеров апертур иллюстрирует рисунок 10. Рисунок 11 показывает, что при использовании апертур со скругленными углами уменьшается адгезия между пастой и стенками апертур при отделении трафарета от подложки, что уменьшает искажение отпечатка.
Что касается минимального размера апертур, то не менее 5 самых больших шариков припоя должны вписываться в самую маленькую апертуру по ее меньшей стороне (см. рис. 12).
Ракели
Ракели бывают резиновыми и металлическими. Резиновые ракели подразделяются по форме на квадратные, плоские и сабельные (см. рис. 13). Нельзя сказать, какой из ракелей лучше: от рабочего угла ракеля зависит растекаемость пасты, а хорошая растекаемость дает должное заполнение каждой апертуры паяльной пастой.
Рабочий угол сабельного ракеля составляет 70–80°. Поскольку сила, направленная вниз, относительно невелика, такой ракель больше подходит для паст с низкой вязкостью.
У квадратного ракеля рабочий угол составляет 45°. Он оказывает высокое давление на паяльную пасту, поэтому его лучше применять для высоковязких паст. Если работать этим ракелем с низковязкими пастами, то паста затечет под трафарет (см. рис. 14).
Рабочий угол плоского ракеля - 50–60°. Изменяя угол наклона, можно работать с пастами различной вязкости.
При работе с резиновыми ракелями надо постоянно следить, чтобы рабочая кромка всегда была острой. При износе кромки приходится увеличивать нажим, чтобы избежать размазывания пасты. При этом возрастает и давление, под которым происходит заполнение апертур пастой, что увеличивает трение между частицами припоя и неблагоприятно влияет на отделяемость пасты от стенок апертур.
В отличие от резиновых, жесткие металлические ракели не изнашиваются, работают долго и не захватывают пасту из отверстий.

Любой вид электронной техники - это совокупность печатных плат и схем, без которых функционирование электроники невозможно. Прочность и надежность паяльных соединений на этих поверхностях зависят не только от профессионализма работника, исправности станка, но и от используемого вещества для пайки, соблюдения правил его эксплуатации и условий хранения.
Общие сведения
Паяльная паста представляет собой пастообразную массу, которая состоит из множества маленьких частиц припоя сферической формы, флюса и разных добавок. Зачем она нужна и что с ней делать?
Пасты паяльные используются для поверхностного монтажа электронных компонентов методом пайки на печатных платах, гибридных интегральных схемах, подложках из керамики. После нанесения на поверхность состав сохраняет активность в течение нескольких часов. Сфера применения - промышленность.
Какой должна быть
Паяльная паста должна соответствовать определенным требованиям:
- не окисляться;
- быстро не распадаться на слои;
- сохранять свойства вязкости и клейкости;
- оставлять исключительно удаляемые отходы после пайки;
- не разбрызгиваться при воздействии источника нагрева с высокой концентрацией;
- не оказывать отрицательное влияние на плату с технической точки зрения;
- поддаваться воздействию традиционных растворителей.
Характеристики
Форма и габариты частиц припоя
От характеристик частиц припоя зависит то, каким образом будет осуществляться нанесение паяльной пасты на поверхность. Составы с маленькими частицами к окислению склонны значительно меньше. К тому же, если вещество для пайки имеет крупные частицы нерегулярной формы, это грозит закупоркой трафарета, следовательно, процедура нанесения потерпит крах.

Удельный вес метала в составе
Этот показатель определяет толщину оплавленного припоя, от него зависит степень осадки и растекания вещества для пайки. Толщина соединения после оплавления находится в прямой зависимости от удельного веса металла в составе пасты: чем его процентное содержание выше, тем больше толщина соединения после того, как осуществлено оплавление паяльной пасты. От концентрации металла также зависит и выбор способа нанесения. Так, если паяльная паста содержит его в объеме 80%, наносить ее следует трафаретным способом, если 90% - дозированием.
Тип флюса в составе пасты
Влияет на уровень активности вещества, наличие необходимости отмывки. В зависимости от метода удаления флюсовых остатков различают три группы флюсов:
- Канифольные. Основным составным элементом является очищенная натуральная смола, которая добыта из древесины сосны. Канифольные флюсы делятся на неактивированные, среднеактивированные и активированные слабокоррозионные. Для первых свойственны минимальные показатели активности, вторые достаточно легко поддаются очистке, обеспечивают хорошее смачивание и растекаемость припоя, третьи характеризуются наибольшими показателями активности и низким уровнем спроса.
- Водосмываемые. Содержат органические кислоты. Применение водосмываемого активного флюса является гарантом получения хорошего результата пайки, при этом существует необходимость отмывки деионизированной водой, имеющей температуру 55-65 градусов.
- Безотмывные. Не нуждаются в отмывке. Произведены на основе смол натурального и синтетического типа. Удельный вес смолы в составе таких флюсов составляет 35-45%. Проявляют среднюю активность, их остатки после пайки не являются коррозионными и проводящими, а концентрация твердых осадков может достичь максимум 2%.
Свойства

Вязкость
Это не что иное, как густота паяльного пастообразного вещества. Паста наделена способностью изменения степени своей вязкости при воздействии нагрузки механического типа. Определить ее можно с помощью специальных приборов: вискозиметров Брукфилда и Малкома. Как правило, этот показатель указывается методом маркировки.
Осадка
Паяльные пасты обладают способностью увеличиваться в размерах после, того как отпечаток нанесен на поверхность. Рассматриваемый показатель должен находиться на низком уровне, поскольку значительное увеличение размеров отпечатка паяльной пасты является причиной образования перемычек.
Время сохранения свойств
Находит свое отражение в таких показателях, как наибольшее время пребывания вещества на трафаретке до нанесения или после нанесения, которое не влечет за собой деградацию свойств. В большинстве случаев значение первого параметра находится в пределах 8-48 часов, второго - 72 часа. Фиксируются эти показатели производителем на упаковке. Причем может быть указан как один параметр (любой из двух), так и оба.
Клейкость
Идентифицирует возможность паяльной пасты удерживать SMD-компоненты на своих местах после инсталляции их на поверхность и до паяльной процедуры. Степень клейкости свидетельствует о «жизнеспособности» пасты и определяет ее срок годности. Вычисляется посредством реализации специального теста, при котором используется традиционный тестер, способный измерять силу, необходимую для передвижения элемента определенных весовых параметров с площади пастообразного вещества тех или иных размеров.
Наличие клеистой способности и ее уровень зависят от типа паяльной пасты. В среднем же время удержания находится в диапазоне 4-8 часов, в то время как максимальный показатель, который характерен для ряда паст, может достигать 24 часов и более.
Паяльная паста: как пользоваться
Правила эксплуатации условно можно разделить на три блока:
1. Общие условия использования:
- помещение, где производятся паяльные работы, должно быть чистым, не являться источником или местом сосредоточения пыли или каких-либо иных загрязнений;
- в целях индивидуальной защиты использовать защитные очки для глаз и перчатки для рук;
- для отмывки уже нанесенной пасты с поверхности платы применять изопропиловый спирт или другие вещества-растворители.
2. До вскрытия упаковочной тары:
- поместить пасту в помещение, в котором температурный режим находится в пределах 22-28 градусов, а влажность - 30-60%;
- перед тем как открыть упаковку, выдержать пасту при комнатной температуре как минимум пару часов, при этом прибегать к применению искусственных способов разогрева вещества категорически запрещено;
- в процессе работы паяльное вещество следует регулярно перемешивать.
3. После вскрытия упаковочной тары:


Способы нанесения
Паяльные пасты могут быть нанесены двумя способами: каплеструйным и трафаретным. Первый основан на использовании диспенсеров, а второй - на применении трафаретных принтеров.
Каплеструйный метод
Диспенсерная печать - способ нанесения паяльного вещества посредством его «выстреливания» при практически комнатных температурных показателях (около 30 градусов) из картриджа через эжектор на печатную плату именно в то место, в которое следует нанести пасту, исходя из схемы платы. Картридж находится в постоянном движении, следуя по ординате и абсциссе над поверхностью печатной платы. От него зависит правильность нанесения паяльного слоя. Картридж останавливается именно там, где нужно, и точно в то время, когда нужно, благодаря исправно функционирующей приводной системе. В домашних условиях могут использоваться не эжектор и картридж, а другой дозатор паяльной пасты - шприц.
Трафаретный метод
Пользуется наибольшей популярностью, подразумевает нанесение пасты на паяльную поверхность посредством продавливания через апертуры в трафаретном полотне специально предназначенным инструментом - ракелем. При этом ракель совершает перемещательные движения по поверхности трафарета в горизонтальном положении.
Пошаговая инструкция при трафаретном методе:
- Шаг 1. Зафиксировать паяльную поверхность (плату) в рабочей зоне.
- Шаг 2. Совместить с абсолютной точностью паяльную плату и трафарет.
- Шаг 3. Выдавить или нанести необходимое количество паяльной пасты на трафаретное полотно.
- Шаг 4. Нанести пастообразное вещество через трафарет, используя ракель.

- Шаг 5. Проверить качественные характеристики нанесения паяльного вещества.
- Шаг 6. Снять паяльную поверхность.
- Шаг 7. Произвести очистку трафарета.
Условия хранения
Паяльные пасты требуют не только соблюдения правил эксплуатации, но и особых условий хранения, основные среди них следующие:

Температурный режим
Паяльные пасты чувствительны к существенно низким и высоким показателям температуры. Учитывая то, что в основе содержатся два материала различной плотности (флюс и припой), считается возможным естественный процесс расслоения флюса и других составных элементов паяльного вещества, а также возникновение тоненького слоя флюса над поверхностью. Нахождение пасты под воздействием высоких температур продолжительное время приводит к значительному расслоению флюса и оставшейся пасты, является причиной образования толстого приповерхностного слоя флюса. Что же получается в результате? А получается, что паста паяльная лишается своих свойств, а, следовательно, нанесение ее на поверхность будет дефективным. Температурный режим, показатели которого выше 30°С, и вовсе спровоцирует химическое разложение паяльного вещества.
При воздействии низких температурных показателей паста теряет свою смачивающую способность, поскольку активаторы флюса частично или полностью переходят в осадок. Составы некоторых производителей все же можно хранить при температуре от -20 до +5°С.
Воздействие влаги
Наиболее пагубное воздействие на паяльную пасту оказывают не низкие и высокие температуры, а влага. Если уровень влажности повышен, припойные шарики, находящиеся в составе пасты, начинают окисляться быстрыми темпами, что приводит к трате активаторов флюса с целью произведения очистки шариков, а не на паяемые поверхности, как это должно быть. При попадании влаги паста растекается, образуются перемычки и шарики припоя, разбрызгивается флюс/припой, смещаются электронные компоненты в процессе пайки, уменьшается время удержания компонентов электронного типа.
Можно ли сделать в домашних условиях

Может ли быть создана паяльная паста своими руками дома? Конечно, да!
Рецепт 1
Ингредиенты: пальмоядровое масло, хлористый аммоний (5-10%), солянокислый анилин.
Способ приготовления: хлористый аммоний и солянокислый анилин смешать с пальмоядровым маслом до получения однородной пастообразной массы.
Рецепт 2
Ингредиенты: масло растительного происхождения (100 г), жир говяжий (300 г), канифоль натуральная (500 г), хлористый аммоний (100 г).
Способ приготовления: масло, жир и канифоль расплавить в широкой фарфоровой чашке на водяной бане. Растереть аммоний в порошок и добавить в смесь. Тщательно перемешать до получения пасты.
Рецепт 3
Ингредиенты: хлористый аммоний (100 г), масло минеральное (900 г).
Способ приготовления: растереть ингредиенты в ступе из фарфора. Хранить в стеклянном сосуде закрытого типа.
Пайка деталей к поверхности печатной платы осуществляется главным образом пи помощи паяльной пасты. Состав паст может сильно различаться, но в основном главные компоненты - припой, флюс и связующее вещество. Любая паста для пайки внешне представляет собой густую и вязкую смесь химических веществ.
Особенные качества материалов для пайки
Известно, что соединения элементов при помощи пайки, возможно при использовании материала с меньшей температурой плавления. Для простых любительских схем до сих пор применяют припой совместно с флюсом или кислотой. Паста, содержащая в себе оба компонента, а также различные добавки, значительно ускоряет процесс пайки сложных печатных плат c smd элементами. Широко используется на производствах электроники.
Рассмотрим основные составляющие пасты для пайки:
- порошкообразный припой разного качества дробления;
- флюс;
- связующие компоненты;
- разнообразные добавки и активаторы.
В качестве материала припоя выбирают разнообразные сплавы с оловом, свинцом и серебром. В последнее время наиболее актуальными являются без свинцовые паяльные пасты.
В составе каждой паяльной пасты используется флюс, играющий роль обезжиривателя. Кроме того необходимо связующее клейкое вещество, которое облегчает установку и фиксацию smd компонентов на печатные платы. Чем больший размер платы и насыщеннее элементная плотность, тем важнее использовать более вязкие паяльные пасты.
Большое влияние на качество пайки smd компонентов влияет срок годности пасты. Так как в составе обычно находятся активные химические компоненты, срок использования и хранения ее совсем небольшой, не более 6 месяцев. При хранении и транспортировке необходимо сохранять температуру от +2 до +10. Только при соблюдении всех условий возможна качественная пайка.
Разнообразие паяльных паст
В зависимости от использования различных компонентов выделяют несколько видов паяльных паст:
- отмывочные;
- без отмывочные;
- водорастворимые;
- галогеносодержащие;
- без содержания галогенов.
Свойства меняются от использования флюса, входящего в ее состав. Любая паста, которая не смывается водой, содержит в себе канифоль. Для промывки изделий от такой пасты необходимо использовать растворитель.
Общее правило для содержащихся элементов и smd компонентов - чем лучше паяемость, тем меньше надежность. Соблюдение компромисса между этими важными свойствами - залог эффективного функционирования. Применение галогеносодержащих паст значительно увеличивает технологичность, но несколько снижает надежность.
Способы применения паст для пайки

Для того чтобы получить качественное и надежное соединение smd элементов на печатной плате необходимо выполнить определенные действия:
- качественная очистка и обезжиривание печатной платы с последующим просушиванием;
- фиксирование платы в горизонтальном положении;
- равномерное и тщательное нанесение паяльной пасты в места соединения;
- установка мелких и smd элементов на поверхность платы; для более надежной пайки рекомендуется дополнительно нанести пасту на ножки микросхем;
- при нижнем подогреве платы, включается фен и осторожным потоком теплого воздуха прогревается верхняя часть с установленными элементами;
- после того как испариться флюс, температура фена увеличивается до температуры плавления припоя;
- визуально контролируется процесс пайки;
- после остывания, производится окончательная промывка печатной платы.
Основные хитрости качественной пайки
Для того чтобы качественно произвести соединение элементов при помощи пасты для пайки, следует позаботиться о некоторых моментах. В первую очередь важно очистить и обезжирить плату, особенно если заметны окислы, или плата долгое время лежала без использования. При этом желательно залудить все контактные площадки легкоплавким припоем.
Паяльная паста должна иметь удобную консистенцию. То есть она не должна быть слишком жидкой или слишком густой. Больше всего подходит «сметанная» структура, которая будет хорошо смачивать поверхность. Смачиваемость играет огромную роль в надежности и качественности паяного соединения.
При пайке smd элементов важно нанести тонкий слой пасты. Толстый слой может замкнуть выводы микросхем. Пайка простых элементов такой тонкости не подразумевает.
Если печатная плата имеет значительные размеры желательно использовать нижний подогрев феном, утюгом или при помощи специальных средств температурой от 150 градусов по Цельсию. Если это не предусмотреть, возможно коробление платы.
Излишки и остатки припоя легко удаляются паяльником с разнообразными насадками. Для примера, для удаления остатков веществ, применяемых при пайке, между ножек микросхем удобно использовать жало «волна».
Радиолюбители давно облюбовали такое новшество как паяльная паста. Изначально она была придумана для пайки SMD компонентов при машинной сборке плат. Но сейчас такую пасту многие применяют для обычной ручной пайки деталей, проводов, металлов и т.п. Оно и понятно – все в одном под рукой. Ведь почти фактически паяльная паста - это смесь флюса с припоем.
На самом деле, чтобы сделать паяльную пасту для нужд радиолюбителей, потребуется не так уж много сил, времени и ингредиентов.
Для изготовления паяльной пасты нам потребуется:
- Вазелин медицинский. Используется как загуститель;
- Флюс ЛТИ-120 или другой жидкий.
- Пруток оловянно-свинцового припоя;
- Паяльный жир. А уж если найдете «активный жир» так вообще красота.
Как сделать паяльную пасту?
Весь процесс необыкновенно прост.Начинаем мы с измельчения припоя. Я взял толстый трубчатый кусок и начал его измельчать напильником, надфилем и механической насадкой на дрель. Что будете использовать вы – решать вам. Но я за механику, так как ручной труд слишком долог и кропотлив.


Чем меньше крошка – тем лучше. Требуется небольшое количество.

Затем добавляем вазелин в пропорции 1:1 и немного флюса ЛТИ (эти два ингредиента можно заменить паяльным жиром).


Все тщательно перемешиваем.


Для лучшего размешивания смесь можно нагреть на водяной бане или обычным паяльником, убавив его нагрев до 90 градусов Цельсия.
Далее для хранения перекладываем получившуюся пасту в шприц с толстой специализированной иглой. Или вообще без иглы.
На этом паста готова к использованию.



Испытание пасты пайкой
Нанесем немного пасты на место пайки и припаяем паяльником.Как пользоваться паяльной пастой?
На сегодняшний день пайка паяльной пастой признана эффективным способом для соединения контактов поверхности микросхем и печатных плат. Вместе с этим, существуют определённые трудности работы, которые можно охарактеризовать как сложность технологического процесса в домашних условиях и как пользоваться флюсом для пайки подскажут советы и рекомендации специалистов. Основные преимущества технологии можно выразит в следующем:
- Нанесение паяльной пасты допустимо к печатным платам с очень мелкими деталями и компонентами.
- Не требуется использование паяльника с высокой рабочей температурой, можно применять паяльный фен или паяльники со средними нагрузочными характеристиками.
- Паста применяется для тех случаев, когда нет других вариантов обеспечения качественного соединения поверхности.
Общая классификация паст для пайки микросхем и плат
Согласно общепринятым правилам и регламентным положениям, допускается применение следующих компонентов для того чтобы знать как пользоваться паяльным флюсом в домашних и производственных целях.
- Припои с порошкообразными формами и вариантами дробления.
- Флюсовые компоненты.
- Связующие материалы.
- Общие добавки и специальные активаторы.
В качестве компонентов для припоя используют олово, серебро, а также традиционный свинец. Вместе с этим применения свинца в последнее время уходит на задний план, и нанесение паяльной пасты через трафарет осуществляется при помощи безсвинцовых компонентов.
Далее, нужно учитывать следующее перед тем, как паять паяльной пастой, в каждом компоненты используют специальный флюс, который играет своеобразную роль обезжиривателя. Существенную роль в этом случае играют SMD компоненты, которые используются в большинстве групп печатных паст, и срок годности паяльной пасты из-за наличия активных химических компонентов составляет не более 6 месяцев. Но, в течение этого срока годности нужно помнить, что хранение паяльной пасты должно быть только в определённых температурных режимах, а именно от +2 С и до +10 С.
Варианты изготовления паяльных паст
Помимо основных компонентов составляющие основу материала, технологическая инструкция по применению паяльной пасты подразумевает несколько видов и категорий:
- Безотмывочный.
- Отмывочный.
- Растворимый вариант, на основе водной жидкости.
- С содержанием галогенов.
- Без содержания галогенов.
Нужно учитывать, что свойства паяльной пасты как пользоваться в определённых условиях зависят от наличия основных и вспомогательных компонентов, но в любом случае в тех пастах, где нет водной основы, обязательно присутствует канифоль. В данном случае для промывки в обязательном порядке используют слабый растворитель.
Как правильно провести пайку паяльной пастой?
Для того чтобы добиться лучшего эффекта процесса пайки, рекомендуем придерживаться некоторых правил:
- Проводим качественное обезжиривание поверхности платы при помощи специальных препаратов, затем обеспечиваем просушку микросхемы и платы.
- Платы фиксируем только в горизонтальном положении для проведения технологической пайки.
- В местах соединения равномерно наносим пасту.
- Наносим на ножки деталей SMD пасту, помимо основных компонентов рабочей платы микросхемы.
- Если используем нижний подогрев, применяем фен, который аккуратно просушивает всю плоскость обрабатываемой печатной платы. Осторожным потоком направлением струи горячего воздуха фена обеспечиваем растекание флюса.
- После того, как испарится флюс на обрабатываемой поверхности, требуется увеличить температуру фена для дальнейшего качественного соединения.
- Контроль за всем процессом осуществляем в визуальном режиме.
- По окончании работы проводим дополнительную технологическую очистку специальным препаратом.
Некоторые хитрости проведения паяльных работ
Если в заводских условиях весь процесс пайки отработан до автоматизма, то самостоятельное применение паяльной пасты имеет некоторые хитрости. Обязательно проводим обезжиривание печатной платы, не забываем смачивать все контакты, где имеются следы окислов. Если вы давно не использовали плату, и несмотря на ее хорошее состояние, также проводим обезжиривание.
Паяльная паста как основной материал обработки должна иметь хорошую субстанцию, то есть, паяльная паста не должна быть слишком жидкой или слишком густой, то есть субстанция должна иметь что-то среднее. Оптимальным вариантом будет всем известная «сметанная» субстанция. Процесс смачивания необходимо соблюдать на всем протяжении процесса пайки.

По всей плоскости платы наносится только тонкий слой паяльной пасты. Более толстый слой пасты используется для контактов SMD-компонентов. Но, для совсем простых конструкционных соединений, такой метод обработки неприемлем.
Для очень большой платы, где нет возможности использовать паяльный механизм, допускается применение паяльного фена, специальных устройств подогрева и даже утюга, но при этом помните, что рабочая температура прогревания не должна превышать +150 С, а также нужно следить за тем, чтобы не было эффекта покоробления платы в процессе разогрева.»
В процессе работы образуются осадки и шлам, который необходимо убирать очень тщательно. Для этих целей можно использовать традиционный паяльник, который имеет специальное жало, известное как «микроволна».
Инструменты для пайки
Для проведения самостоятельной работы с использованием паяльной пасты, вам потребуются следующие инструменты и материалы:
- Технологический паяльник (температура не более +300 С).
- Бокорезы, а также технологический пинцет для обработки соединений.
- Шило или специальная острая игла.
- Состав припоя для обработки.
- Увеличительное устройство (стекло или лупа).
- Жидкий флюс с нейтральными характеристиками безотмывочного типа.
- Шприц, при помощи которого будем наносить флюс.
- Паяльный фен.

Если нет безотмывочного флюса, в редких случаях допускается применение спиртового раствора с канифолью, но помните, такой препарат можно использовать, но достаточного эффекта у вас вряд ли получится, поэтому этот вариант считается как запасной.
Паяльник напряжением 220 Вольт использовать также не рекомендуется. Вспомогательный способ, это паяльник напряжением 12 В-36 В, с характеристиками мощности 20-30 Ватт. Паяльный фен можно использовать только как запасной или основной вариант, но не нужно забывать о том, что прогревание нужно осуществлять для всей плоскости микросхемы равномерно, и при этом сначала для растекания флюса, затем увеличиваем температуру для сушки микросхемы.
В процессе работы обязательно соблюдаем требования безопасности, проветриваем помещение, и учитываем, что вы работаете с электро-опасными инструментами и химическими вредными веществами, используемые для пайки.

Припой для пайки алюминия hts 2000

Для чего нужна паяльная кислота


Для чего нужен паяльный флюс

Как правильно класть сварочный шов?
На сегодняшний день, в век инновационных технологий, красивый сварочный шов
Сварка угловых швов
Очень часто при проведении сварочных мероприятий необходимо осуществить сложные технические

Свойства сварного соединения
Все физические характеристики, для определения свойства соединения сварочных швов, определяются

Выбор сварочного тока в зависимости от диаметра электрода
Сварка считается одним из самых надежных способов получения качественного неразъемного

Катет сварного шва
В профессиональном строительстве при возведении металлоконструкций, а также при создании
ЧИТАЙТЕ ТАКЖЕ: Как правильно пользоваться отмычками для авто видео

Технические характеристики припоя ПОС-40
Чтобы металл лучше спаивался, во время пайки используют припои, которые
Какие электроды вы используете?
Какую сварку плавлением вы используете?
Полное или частичное копирование материалов допускается при размещении активной ссылки
Источник: http://svarkaipayka.ru/material/flyus-dlya-payki/kak-polzovatsya-payalnoy-pastoy.html
Как правильно пользоваться паяльной пастой
Паять в домашних условиях SMD компоненты (чип-резисторы, SOIC , LQFP , QFN и проч.) с помощью паяльной пасты и нехитрого оборудования совсем не так сложно, как может показаться на первый взгляд.
Помню свои первые опыты паяния пастой. Купил пасту, намазал места пайки резистора и пытался прогреть паяльную пасту паяльником. Конечно, это было ошибкой, и ничего у меня из такой пайки не получилось. Впоследствии я выяснил, что нагревать место пайки с паяльной пастой нужно струей горячего воздуха или инфракрасным излучением, причем при этом желательно соблюдать определенную последовательность нагрева, т. е. температура во времени должна меняться по специальному (оптимальному с точки зрения пайки) закону. Графики изменения температуры во времени еще называют температурными профилями. Для точного нанесения паяльной пасты на места пайки (особенно это важно для пайки ножек чипов) применяют паяльные маски. В состав паяльной пасты входит флюс и взвесь из мелких частичек припоя. Пайка с помощью паяльной пасты основана а эффекте смачивания (смачиваются паяемые поверхности сначала флюсом, а затем расплавленным припоем) и поверхностного натяжения жидкости. Капли расплавленного припоя под действием силы поверхностного натяжения автоматически устанавливают паяемую деталь на посадочное место.
При пайке в домашних условиях можно не вдаваться во все технологические премудрости пайки с помощью термопасты, и максимально упростить процесс. Нужно просто заранее подготовить все необходимое для пайки, и соблюдать несложные правила.
[Оборудование для пайки и необходимые материалы ]
1 . Оловянно-свинцовая паста EFD Solder Plus SN62NCLR-A , она на основе сплава Sn62Pb36Ag2 с добавлением флюса класса NO CLEAN. Ни в коем случае не советую применять бессвинцовую паяльную пасту — она для пайки в домашних условиях непригодна. Паста удобна для использования, если она находится в специальной тубе, см. фото. Оттуда её можно выдавливать любым толкателем (можно взять поршень от одноразового шприца). На конец тюбика можно надеть обычную медицинскую одноразовую иглу диаметром около 0.5 мм. Кончик иглы лучше сточить (затупить) под прямым углом. Если есть возможность, то лучше взять иглу от большого, 50-кубового шприца диаметром 0.9 мм, или купить в салонах «Профи» специальную иглу для дозатора пасты, эта игла обычно имеет диаметр 1.4 мм. В этом случае паста будет выдавливаться намного легче.

2 . Флюс EFD Flux Plus 6-412-A no clean или аналогичный по качеству, неактивный. Для нанесения флюса можно взять иголку любого диаметра, лучше всего подойдет игла диаметром 0.5 или 0.9 мм.

3 . Деревянные зубочистки — для точного нанесения паяльной пасты.
4 . Монтажный фен с цифровым регулятором температуры и потока воздуха. Совсем неплох недорогой фен AOYUE 8032A++ . Не покупайте фен без точной установки температуры, так как трудно на глаз установить температуру струи воздуха. Пригодятся также насадки для точного направления воздуха. Я часто пользуюсь насадкой с круглым соплом диаметром 12 мм.


5 . Паяльник с регулировкой температуры. Для пайки микросхем понадобится также тонкое жало «волна». Я использую паяльник PX-601 со сменными жалами и регулятором температуры.


6 . Средство для очистки плат — ацетон, спирт или, что еще лучше, аэрозоль FLUX-OFF .

[Условия качественной пайки ]
1 . Паяемые поверхности должны быть хорошо облужены. Если у Вас новые детали и свежая печатная плата, которая пришла с завода, либо качественное золотое покрытие на печатной плате, то об этом можно не беспокоиться. Если же поверхность платы необлужена или окислена, то нужно её предварительно перед пайкой облудить легкоплавким припоем. Перед пайкой поверхность желательно очистить от окислов. Если плата не очень грязная, то для очистки можно использовать обычную канцелярскую резинку для стирания карандашных надписей. Если плата сильно загрязнена (фольга тусклая, имеет покрытую окислами поверхность), то лучше использовать для очистки мелкозернистую наждачную бумагу (нулевку).
2 . Важна консистенция паяльной пасты, когда Вы её наносите на паяемые поверхности. Паста должна выдавливаться из иглы шприца без значительных усилий. Если это не так (паста загустела, или Вы почему-то решили взять для нанесения пасты тонкую иглу 0.5 мм), то слегка разбавьте пасту флюсом EFD Flux Plus 6-412-A no clean. Паста также не должна быть рыхлой, как мокрый песок, она должна иметь вид сметаны и хорошо смачивать поверхность, на которую Вы её наносите. Слишком жидкая паста тоже не нужна, так как там будет мало припоя для надежной пайки, и паста будет растекаться по поверхности платы. Если паста долго лежала без дела, то перед использованием тщательно перемешайте пасту. После использования пасты и шприца вставьте в канал иглы тонкую проволочку (кусок гитарной струны или отрезок вывода радиокомпонента). Это нужно для того, чтобы паста не засохла в канале иглы и не закупорила её.
3 . Когда Вы паяете простые компоненты, типа резисторов и конденсаторов, то количество наносимой пасты не играет особого значения. В этом случае пасту можно наносить в нужное место, просто выдавливая её из иголки тубы.
4 . При пайке микросхем нельзя класть слишком много пасты, так как образующиеся шарики припоя могут замкнуть выводы микросхем, после чего излишки припоя придется убирать паяльником с жалом «волна». С микросхемами типа SOIC или TQFP это делается просто. Сложнее обстоит дело с корпусами типа QFN, так как у них имеется на брюшке корпуса металлическое теплоотводящее основание, и будет неприятно, если припой замкнет на него, особенно если в нескольких местах. Для того, чтобы этого не произошло, пасту надо наносить тонким слоем (можно даже между ножками), не больше чем нужно, и стараться не наносить её за пределы паяемой области (особенно нужно обратить внимание, чтобы излишки пасты не попали под корпус QFN). Для точного нанесения пасты используют деревянную зубочистку.
5 . Перед пайкой микросхем необходимо, кроме покрытия дорожек на плате, еще и смазать паяльной пастой ножки микросхем. Особенно внимательно надо смазывать ножки микросхем QFN — паста должна надежно смочить выводы, и покрыть их тонким слоем. Ни в коем случае нельзя допускать попадания излишков пасты под основание корпуса QFN!
Корпус QFN для пайки требует специальной разводки печатной платы. Под корпусом у микросхемы QFN должна быть специальная площадка из фольги, и нужно, чтобы в центре было специальное отверстие диаметром около 1 мм для удаления излишков припоя. Кроме того, под корпусом микросхемы QFN не должно быть никаких посторонних переходных отверстий и токопроводящих дорожек.
ЧИТАЙТЕ ТАКЖЕ: Как правильно пользоваться швейной машинкой

7 . Если паяемая плата имеет большие размеры, то при пайке платы желателен её нижний подогрев до температуры около 150 o C — чтобы избежать возможного коробления платы. Для этого имеются специальные паяльные ванны и стенды для монтажного подогрева.
8 . Излишки олова, если они замкнули ножки микросхем, можно удалить жалом паяльника типа «волна», или распушенными жилами провода МГТФ, если их приложить в нужное место и нагреть паяльником. При удалении излишков олова смачивайте поверхности пайки флюсом EFD Flux Plus 6-412-A no clean.
[Последовательность действий при пайке ]
1 . Поверхность платы очищается, обезжиривается и высушивается. Для ускорения сушки можно воспользоваться феном (температура струи воздуха 110..130 o C).
2 . Печатная плата надежно фиксируется в горизонтальном положении.
3 . Паяльная паста наносится на печатную плату в места будущей пайки. Можно наносить пасту и между ножками микросхемы, важно только при этом не допускать излишков пасты, и добиться чтобы вся паяемая поверхность была смочена пастой.
4 . На плату устанавливаются мелкие детали (чип резисторы и конденсаторы).
5 . Паяльной пастой смазываются ножки SMD микросхем и разъемов.
6 . На плату устанавливаются SMD микросхемы и разъемы. Постарайтесь добиться точного совмещения ножек микросхем и контактных площадок на печатной плате. Если Вы нанесли слишком много паяльной пасты, то её излишки будут мешать визуальному контролю точности установки микросхем.
7 . Включается (если он есть) нижний подогрев платы. Через пару минут фен устанавливается на температуру 150 o C и несильной струей воздуха осторожно (чтобы не сдуть детали) прогревается паяемая верхняя сторона платы вместе с установленными деталями. Прогрев продолжается до тех пор, пока флюс из паяльной пасты не испарится. Если плата большая, то она должна быть установлена на инфракрасную печку настроенной температурой 150 o C.
8 . Фен устанавливается на температуру около 250 o C (температура оплавления оловянно-свинцовой паяльной пасты около 200 o C), и поверхность платы снова прогревается, при этом частицы припоя в пасте должны оплавиться и сформировать аккуратную пайку. Процесс хорошо отслеживается визуально. Особенно внимательным надо быть при пайке микросхем QFN, и прогревать все стороны микросхемы одновременно и очень равномерно. Иначе припой с одной стороны расплавится быстрее, чем с другой, и микросхема может перекоситься и сместиться в сторону, «уплыть».
9 . В течении нескольких минут дают плате остыть, затем отмывают средством FLUX-OFF или спиртом.
На YouTube можно найти много видеороликов, иллюстрирующих процесс пайки.
Источник: http://microsin.net/content/view/1235/43/
Паяльные пасты: как пользоваться? Паяльная паста своими руками
Любой вид электронной техники - это совокупность печатных плат и схем, без которых функционирование электроники невозможно. Прочность и надежность паяльных соединений на этих поверхностях зависят не только от профессионализма работника, исправности станка, но и от используемого вещества для пайки, соблюдения правил его эксплуатации и условий хранения.
Общие сведения
Паяльная паста представляет собой пастообразную массу, которая состоит из множества маленьких частиц припоя сферической формы, флюса и разных добавок. Зачем она нужна и что с ней делать?

Пасты паяльные используются для поверхностного монтажа электронных компонентов методом пайки на печатных платах, гибридных интегральных схемах, подложках из керамики. После нанесения на поверхность состав сохраняет активность в течение нескольких часов. Сфера применения - промышленность.
Какой должна быть
Паяльная паста должна соответствовать определенным требованиям:
- не окисляться;
- быстро не распадаться на слои;
- сохранять свойства вязкости и клейкости;
- оставлять исключительно удаляемые отходы после пайки;
- не разбрызгиваться при воздействии источника нагрева с высокой концентрацией;
- не оказывать отрицательное влияние на плату с технической точки зрения;
- поддаваться воздействию традиционных растворителей.
Характеристики
Форма и габариты частиц припоя
От характеристик частиц припоя зависит то, каким образом будет осуществляться нанесение паяльной пасты на поверхность. Составы с маленькими частицами к окислению склонны значительно меньше. К тому же, если вещество для пайки имеет крупные частицы нерегулярной формы, это грозит закупоркой трафарета, следовательно, процедура нанесения потерпит крах.

Удельный вес метала в составе
Этот показатель определяет толщину оплавленного припоя, от него зависит степень осадки и растекания вещества для пайки. Толщина соединения после оплавления находится в прямой зависимости от удельного веса металла в составе пасты: чем его процентное содержание выше, тем больше толщина соединения после того, как осуществлено оплавление паяльной пасты. От концентрации металла также зависит и выбор способа нанесения. Так, если паяльная паста содержит его в объеме 80%, наносить ее следует трафаретным способом, если 90% — дозированием.
Тип флюса в составе пасты
Влияет на уровень активности вещества, наличие необходимости отмывки. В зависимости от метода удаления флюсовых остатков различают три группы флюсов:
- Канифольные. Основным составным элементом является очищенная натуральная смола, которая добыта из древесины сосны. Канифольные флюсы делятся на неактивированные, среднеактивированные и активированные слабокоррозионные. Для первых свойственны минимальные показатели активности, вторые достаточно легко поддаются очистке, обеспечивают хорошее смачивание и растекаемость припоя, третьи характеризуются наибольшими показателями активности и низким уровнем спроса.
- Водосмываемые. Содержат органические кислоты. Применение водосмываемого активного флюса является гарантом получения хорошего результата пайки, при этом существует необходимость отмывки деионизированной водой, имеющей температуру 55-65 градусов.
- Безотмывные. Не нуждаются в отмывке. Произведены на основе смол натурального и синтетического типа. Удельный вес смолы в составе таких флюсов составляет 35-45%. Проявляют среднюю активность, их остатки после пайки не являются коррозионными и проводящими, а концентрация твердых осадков может достичь максимум 2%.

Это не что иное, как густота паяльного пастообразного вещества. Паста наделена способностью изменения степени своей вязкости при воздействии нагрузки механического типа. Определить ее можно с помощью специальных приборов: вискозиметров Брукфилда и Малкома. Как правило, этот показатель указывается методом маркировки.
Паяльные пасты обладают способностью увеличиваться в размерах после, того как отпечаток нанесен на поверхность. Рассматриваемый показатель должен находиться на низком уровне, поскольку значительное увеличение размеров отпечатка паяльной пасты является причиной образования перемычек.
Время сохранения свойств
Находит свое отражение в таких показателях, как наибольшее время пребывания вещества на трафаретке до нанесения или после нанесения, которое не влечет за собой деградацию свойств. В большинстве случаев значение первого параметра находится в пределах 8-48 часов, второго — 72 часа. Фиксируются эти показатели производителем на упаковке. Причем может быть указан как один параметр (любой из двух), так и оба.
Идентифицирует возможность паяльной пасты удерживать SMD-компоненты на своих местах после инсталляции их на поверхность и до паяльной процедуры. Степень клейкости свидетельствует о «жизнеспособности» пасты и определяет ее срок годности. Вычисляется посредством реализации специального теста, при котором используется традиционный тестер, способный измерять силу, необходимую для передвижения элемента определенных весовых параметров с площади пастообразного вещества тех или иных размеров.
Наличие клеистой способности и ее уровень зависят от типа паяльной пасты. В среднем же время удержания находится в диапазоне 4-8 часов, в то время как максимальный показатель, который характерен для ряда паст, может достигать 24 часов и более.